
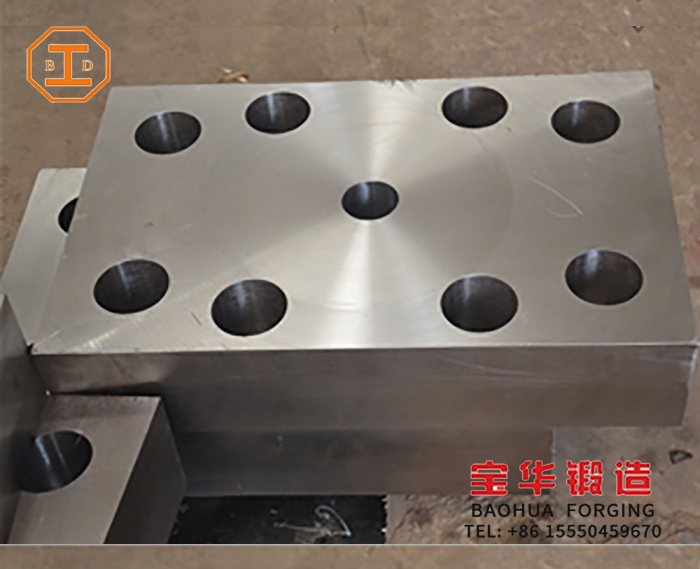
Blocco valvole in acciaio forgiato
Stampaggio multiplo, stampaggio monopezzo
Il movimento dello stampo e il grado di libertà dell'attrezzatura di forgiatura sono incoerenti. In base alle caratteristiche di limitazione della deformazione del punto morto inferiore, l'attrezzatura di forgiatura può essere suddivisa nelle seguenti quattro forme:
1. Forma di forza di forgiatura limitata: pressa idraulica che aziona direttamente il pattino mediante la pressione dell'olio.
2. Modalità quasi limite di corsa: frantoio che aziona il leveraggio della manovella.
3. Modalità fine corsa: pressa meccanica con cursore azionato da manovella, biella e meccanismo a cuneo.
4. Modalità di limitazione dell'energia: pressa a vite e ad attrito con meccanismo a vite.
Dopo il riscaldamento e la forgiatura ripetuta, può anche essere modulato il trattamento termico e la finitura in base alle esigenze del cliente, quindi dopo ripetute forgiature, il rapporto di forgiatura è elevato, la durata è buona ed è adatto per gli accessori chiave delle apparecchiature. Per i blocchi valvole, la nostra azienda può forgiare forgiati da 10 kg-5000 kg e può forgiare una varietà di materiali tra cui 42CrMo, 4140, 4130, 40Cr, 20CrMnMo, 18CrNiMo7-6, 410SS.

stampo di forgiatura
Secondo la modalità di movimento dello stampo di forgiatura, la forgiatura può essere suddivisa in forgiatura rotativa, forgiatura rotativa, forgiatura a rulli, laminazione a cuneo incrociato, laminazione ad anello e laminazione incrociata. Anche la forgiatura rotativa, la forgiatura rotativa rotativa e la laminazione ad anello possono essere lavorate mediante forgiatura di precisione. Al fine di migliorare il tasso di utilizzo dei materiali, la forgiatura a rulli e la laminazione trasversale possono essere utilizzate come precedente procedura di lavoro di materiali sottili. Come la forgiatura libera, anche la forgiatura rotativa è formata localmente. Il suo vantaggio è che può essere formato quando la forza di forgiatura è piccola rispetto alla dimensione di forgiatura. In questo metodo di forgiatura, inclusa la forgiatura libera, i materiali si espandono dalla faccia dello stampo alla superficie libera durante la lavorazione, quindi è difficile garantire la precisione. Pertanto, il controllo computerizzato della direzione del movimento dello stampo di forgiatura e il processo di forgiatura rotativa possono essere utilizzati per ottenere prodotti con forma complessa e alta precisione con bassa forza di forgiatura, come pale di turbina con molte varietà e grandi dimensioni.
Il movimento dello stampo e il grado di libertà dell'attrezzatura di forgiatura sono incoerenti. In base alle caratteristiche di limitazione della deformazione del punto morto inferiore, l'attrezzatura di forgiatura può essere suddivisa nelle seguenti quattro forme:
1. Forma di forza di forgiatura limitata: pressa idraulica che aziona direttamente il pattino mediante la pressione dell'olio.
2. Modalità quasi limite di corsa: frantoio che aziona il leveraggio della manovella.
3. Modalità fine corsa: pressa meccanica con cursore azionato da manovella, biella e meccanismo a cuneo.
4. Modalità di limitazione dell'energia: pressa a vite e ad attrito con meccanismo a vite.
Per ottenere un'elevata precisione, è necessario prestare attenzione alla prevenzione del sovraccarico nel punto morto inferiore e al controllo della velocità e della posizione dello stampo. Perché questi influenzeranno la tolleranza alla forgiatura, la precisione della forma e la durata dello stampo. Inoltre, per mantenere la precisione, è necessario prestare attenzione anche alla regolazione del gioco della guida del cursore, garantendo la rigidità, regolando il punto morto inferiore e utilizzando dispositivi di trasmissione ausiliari e altre misure.
I clienti di qualsiasi settore che utilizzano forgiati possono richiedere un preventivo per qualsiasi numero di prodotti forgiati, da un prototipo alla volta e piccoli lotti alla produzione di grandi volumi.




